Engines Of Democracy
Fast Company - October 1999 - By Charles FishmanThe General Electric plant in Durham, North Carolina builds some of the world's most powerful jet engines. But the plant's real power lies in the lessons that it teaches about the future of work and about workplace democracy.
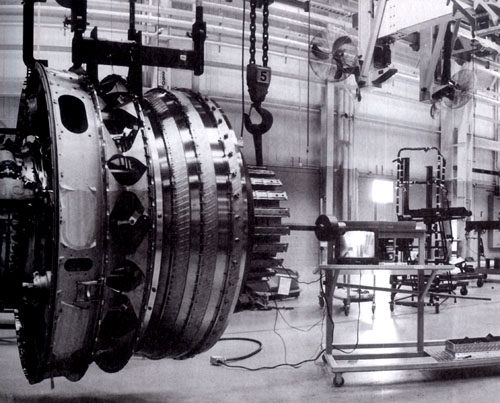
The factory is not just quiet -- it seems almost deserted. The driveway, lined with thick pine forest, is a mile long and gives the place a muffled quality. The two main buildings are large enough to be airplane hangars -- tall-shouldered, with blank metal walls so high that the doorways look puny. The inside of the far building is almost as still as the outside. There is plenty of equipment -- tool carts, platforms for working around large items, racks of parts. But there is an air of work interrupted. Only a handful of people are visible.
This article was featured in Fast Company. It is, however, instantly clear what kind of work gets done here. Hanging from yellow overhead cranes are two of the largest jet engines in the world. It takes no great aeronautical expertise to appreciate these engines: Even unfinished, they look muscular. They're also huge: Each one is bigger than a Lincoln Navigator.
Although engines go out the door of this plant at a rate of more than one per day, the air of calm is hardly its most unusual aspect. The plant is General Electric's aircraft-engine assembly facility in Durham, North Carolina. Even within Jack Welch's widely admired empire, the Durham facility is in its own league -- a quiet corner of a global giant, a place where the radical has become routine. GE/Durham has more than 170 employees but just one boss: the plant manager. Everyone in the place reports to her. Which means that on a day-to-day basis, the people who work here have no boss. They essentially run themselves.
The jet engines are produced by nine teams of people -- teams that are given just one basic directive: the day that their next engine must be loaded onto a truck. All other decisions -- who does what work; how to balance training, vacations, overtime against work flow; how to make the manufacturing process more efficient; how to handle teammates who slack off -- all of that stays within the team.
Everyone knows how much money everyone else makes, because employees are paid according to his or her skill. There are three grades of jet-assembly technician at this plant -- tech-1, tech-2, and tech-3 -- and there is one wage rate for each grade. There is no conventional assembly line. One team "owns" an engine from beginning to end -- from the point when parts are uncrated and staged to the moment a team member climbs on a forklift to place the finished engine on a truck for shipment. The members of the team do the jobs that interest them. No one ever does the same job, shift after shift, day after day. There is usually choice -- and there is always variety. This plant has no time clock. Workers leave to go to their kids' band concerts and Little League games. Every technician has an email address and Internet access, voice mail, business cards, and a desk shared with one teammate. The plant manager -- the boss -- sits in an open cubicle that's located right on the factory floor: Engines float by, just 20 feet away.
And one more thing: Jet-engine assembly is rocket science -- or, rather, something no less difficult than rocket science. In an engine that weighs 8.5 tons and has 10,000 parts, even a nut that weighs less than an ounce must be installed to a very specific tightness. Every part is put together with a torque wrench. Some parts are so vital, and so sensitive, that a computer is used to tighten the nuts that attach them to the engine. And after each step, a technician takes responsibility by entering his or her initials on a computer terminal.
The 170-plus people who work at this plant try to make perfect jet engines. And they come close. On average, one-quarter of the engines that GE/Durham sends to Boeing have just a single defect -- something cosmetic, such as a cable not lined up right, or a scratch on a fan case. The other three-quarters are, in fact, perfect. That is one big reason why Boeing, in an eloquent vote of confidence, recently chose a new version of the GE90 as the exclusive engine for its new, long-range 777 airplane. For early versions of the breakthrough 777, Boeing had used engines from GE and its two competitors, Rolls-Royce and Pratt & Whitney. For the new 777s, which will be able to fly 10,000 miles without stopping, the GE90 will be the only engine -- and only GE/Durham makes the GE90.
At GE/Durham, there is no cynicism about the drive for perfection. "It matters," says Bill Lane, a 35-year-old tech-2. "I've got a 3-year-old daughter, and I figure that every plane we build engines for has someone with a 3-year-old daughter riding on it."
Before Lane started putting together jet engines, he worked for Frito-Lay. "I ran the machinery that packaged Doritos," he says. A bad Dorito, of course, only spoils someone's lunch. A bad jet engine could destroy hundreds of lives -- or alter the course of history. The engines that keep Air Force One aloft came from this plant.
So how can something so complicated, so demanding, so fraught with risk, be trusted to people who answer only to themselves? Trust is a funny thing. It is the mystery -- and the genius -- of what goes on at GE/Durham. And it is the reason why the plant offers so many lessons about why people work, how teams succeed, and what workplace democracy really means.
Simplicity, By Design
The jet engine, like the telephone and antibiotics, is one of those wonders of modern technology that works so well that it has rendered itself mundane. That someone who lives in Topeka can decide on a whim to go to Tokyo, and be there in less than a day, is truly miraculous.
Unlike the computer chip or the MRI scanner, whose underlying technology is impenetrable to the ordinary person, jet engines work so simply, so elegantly, that they can be understood by a precocious fifth-grader. The principles of jet-engine design and operation are these: Suck. Squeeze. Bang. And blow. A jet engine moves itself along by sucking in air; compressing that air; mixing the compressed air with fuel and a spark to get a dramatic, controlled expansion of the air (that is, an explosion); and aiming that explosion out the back end of the jet.
It's just that simple.
The simplicity of the modern jet engine makes its power all the more impressive. GE's big jet engine -- the GE90, one of the most powerful commercial-jet engines in production -- generates 92,000 pounds of thrust. The Boeing 777 airplane, which is powered by the GE90, weighs 300,000 pounds when it's empty. Loaded with fuel, 350 people, their luggage, and food, the plane doubles in weight. It requires only two GE90s to fire a fully loaded 777 through the air at 600 mph. And the plane can fly safely on just one engine.
Although the engines made in Durham operate on principles that are easy to grasp, the specifics of engine design, assembly, and operation are anything but elementary. Walk up to a group of three people working at GE/Durham and ask, "So what are you working on?" and, likely as not, the answer will require a 20-minute explanation, along with the aid of a hastily sketched diagram.
John "Hoss" Swain, 54, Paul Bryan, 32, and Pat Miller, 31, are hunched over a stand that holds a metal ring about three feet across. While it looks like a ring, it's actually a seal, designed to keep exhaust gases inside the GE90 engine at a critical point. It works in much the same way that a washer in a garden hose does. Swain, Bryan, and Miller are measuring the seal to see if it is perfectly round.
How round? "It can't be more than four 1,000ths of an inch out of round," says Miller. That's about half as thick as a human hair. In other words, this three-foot-wide ring must be round within the tolerance of a single hair. If it isn't exactly that round, gaps will develop between sealing surfaces. With the parts turning at 10,400 RPMs, even a small gap can cause a decrease in performance. So these guys measure every single seal on every single engine. "This has never been four 1,000ths of an inch out of true in the four years I've been measuring these," says Miller. "Never."
Money alone can't motivate people to perform this well. At GE/Durham, people strive for perfection, expecting no reward other than their own satisfaction. This place has no performance incentives. And so, as impressive as the technology of the jet engine is, as demanding and precise as the assembly process must be, as unforgiving as the engines and the airlines are of even the slightest flaw, the human technology by which GE/Durham organizes its work is no less impressive. In some ways, in fact, the management of the Durham plant is more impressive than its products. High-performance turbo-fan jet engines can be found at every major airport. But a place where workers are given real responsibility is about as common in the world of work as an out-of-round aft-shaft seal is at this plant.
Pat Miller knows that as vividly as anyone. His last job was as technically advanced as any in the aviation-mechanics world. "I came from Northrop Grumman, in Palmdale, California, where I was working on the B-2 bomber," says Miller. "That plane, which used Stealth technology, was as high-tech as you can get. But someone else wrote the assembly process. Here, I write the process -- at the mechanic level. There, I was on a 'team,' but I also had a supervisor. He had a boss. And there were other bosses above him. In two years of working there, I never saw the plant manager. Every day, my boss would just hand me my job. I had no input at all -- none. I'm much happier here. I can change what goes on."
From Shipyard Laborer To Jet Mechanic
In a plant that has been open only since 1993, Duane Williams is a veteran. Williams, 33, started at GE/Durham in February 1994. He's a tech-3, certified to do any task that's necessary to make a GE90 engine for Team Raven.
He's standing at a big table, starting work on the "stage 5" disk of an engine's low-pressure turbine. This is the back end of the engine, where power is generated not to fly the airplane but to run the engine itself. This back-end turbine creates the spin that turns the big fan up front. When it's done, the stage-5 disk -- made of polished metal, lying flat on the table -- will look like a very large version of a child's pinwheel. "It's just 20 minutes out of the box," says Williams. This is not the glamour work of turbo-jet assembly. It's one of those parts of the job that is reminiscent of long and lazy childhood Saturday afternoons spent gluing together plastic model airplanes and ships.
The stage-5 disk has 120 identical curved blades around its perimeter. Each blade needs to be checked, by hand, for nicks or roughness. It is then greased with something like Vaseline, and its dove-tailed ends are slotted into place. Although the technicians do the same routines over and over, every stage of an engine's assembly is laid out in detail in an encyclopedia of three-ring binders. Each task is broken down into steps, and every step is illustrated with a color photo of that part of the engine being assembled correctly.
Like every other technician at GE/Durham, Duane Williams has his FAA ticket as a power-plant and airframe mechanic, and he went through two years of school and a certification test to get it. That's an unusual prerequisite for building engines: No other GE jet plant requires job candidates to be FAA-certified mechanics. But the need for an FAA license is one of the founding principles of GE/Durham.
Back in the early 1990s, that license wasn't doing Williams much good. After getting it, he couldn't find an aviation job in Norfolk, Virginia, so he took a job doing maintenance for a McDonald's franchiser who owned 16 restaurants. Eventually, he got a job at a navy facility, beefing up F-14 fighter jets to handle more powerful engines. When he was laid off about two years later, Williams returned to what he calls "my old faithful: working as a laborer at a shipyard." When he heard about the possibility of jet-engine - assembly jobs in North Carolina, Williams hustled down to GE/Durham for an information session. "They mentioned the team concept," says Williams, "but I never even gave it any thought. I didn't know if I was up for it. But a job -- I was up for that."
Williams is a cheerful man who conveys an innate optimism. Starting with his interview, the hiring process at GE/Durham introduced him to a work culture that he had never imagined -- one that would change his life. "The interview, now that was one heck of an experience," he says. "It lasted eight hours. I talked to five different people. I participated in three group activities with other job candidates. I even had to do a presentation: I had 15 minutes to prepare a 5-minute presentation."
For Williams, the respectful, demanding interviewing process turned out to be the beginning of an eye-opening experience. "My first six months at the plant were something I wasn't prepared for," he says. He was part of Delta team -- the startup team charged with building the CF6 engine. The CF6 is the Honda Accord of GE jet engines. It is in its 28th year of service and in its fifth evolution of jet-engine technology. It's a super-reliable workhorse, flying everything from ups cargo jets to Philippine Airlines A320s to Air Force One. Back in 1994, GE/Durham started making the CF6 engine, in addition to the GE90.
"We had to come up with a schedule. We had the chance to order tools, tool carts, and so on. We had to figure out how the assembly line to make the engine should flow. We were put on councils for every part of the business," says Williams. It was his first taste of an environment in which there really are no bosses: The technicians not only build the engines; they also take responsibility for the work that middle management would normally do. "I was never valued that much as an employee in my life," says Williams. "I had never been at the point where I couldn't wait to get to work. But here, I couldn't wait to get to work every day. That's no BS!"
The visible joy that Williams gets from his work, and from his participation in his work, remains as palpable as his recollection of those early days, when he was helping to start up the first CF6 team. Part of his education at GE/Durham has involved something that many teams stumble over: how to get around the truism that committees don't make decisions, people do. At GE/Durham, virtually every decision is made by a team, by consensus. Consensus is another of the founding principles of GE/Durham. It is so ingrained that technicians have turned consensus into a verb: The people at the plant routinely talk about "consensing" on something.
The average group of 15 or 16 people can't reach consensus on where to go for lunch -- let alone how to run a factory. How to organize a production line, whether to hire someone, how to assess someone's skills for promotion, even how to pick who will work over the weekend -- those kinds of issues inspire strong disagreement. "Everybody doesn't see things in the same way," says Williams. "But we've had training on how to reach consensus. We've had training on how to live with ideas that we might not necessarily agree with." And the team members always have the power to change things that don't work out. Says Williams: "All the things you normally fuss and moan about to yourself and your buddies -- well, we have a chance to do something about them. I can't say, 'They' don't know what's going on, or, 'They' made a bad decision. I am 'they.' "
From Teams To Tribes
"Teams," "teamwork," "teaming" -- these are such overused words, such overworked concepts, that they have been all but drained of meaning. GE/Durham isn't so much a team environment as it is a tribal community. There are rules, rituals, and folklore; there is tribal loyalty and tribal accountability. There is a connection to a wider world, beyond the tribe.
Some of these routines are big things. Everyone at the plant belongs to a team, and every team meets every day at 2:30 pm. The team meeting is the pivot of GE/Durham. There are two shifts, and they overlap to allow everyone either to start or to end the day at the team meeting. More than a simple update of the day's progress and problems, this meeting is a place to hip-check morale, conflict, overtime, hiring, technical snags, and planning for the future.
Also, everyone learns to assemble different parts of the engine.
"Multiskilling is how the place is kept together," says Derrick McCoy, 32, a tech-3 and a buddy of Duane Williams's on Team Raven. "You don't hoard your skills. That way, when I'm on vacation, the low-pressure turbine can still be built without me."
In addition to building engines, everyone serves at one time or another on one of several work councils that cut across team lines. The councils handle hr issues, supplier problems, engineering challenges, computer systems, discipline, and rewards. And everyone participates in training -- from sessions in how to give and receive feedback to advanced classes on cost accounting.
Some of the routines seem smaller, but they are no less essential. Everyone cleans up. Despite the plant's almost operating-room cleanliness, there is no cleaning crew. The plant's tools are not locked up. People trusted to make important decisions have to be trusted not to take home a socket set. No one smokes in the plant. And every day, everyone at GE/Durham wears the same outfit: blue jeans or blue slacks, and a gray pullover that has the GE/Durham logo on the left breast. The uniform sends a quiet message. Says Dave Hyde, 41, a program-improvement leader who has been at the plant almost since it opened: "There should be no reason for barriers between people here."
Paula Sims, 38, was plant manager at GE/Durham for four of its first six years of existence. (She left GE last June to pursue other opportunities in the Raleigh-Durham area.) Ask her what the basic principles are, and she doesn't hesitate. "There are four," she says. "One, we have a layerless organization: There is just one classification of worker. Two, people are paid according to their skills. Three, everyone is an FAA power-plant mechanic -- meaning that he or she comes highly skilled. And four, this is a team environment that requires a highly involved workforce."
Clearly, not everyone has the temperament, skills, or intellect needed to work in an environment like that of GE/Durham. So who, in particular, doesn't fit in? "People who expect to take orders," offers Dave Hyde wryly. The first encounter employees have with the GE/Durham principles occurs during the hiring process. At most jet-engine facilities, an FAA mechanic's rating and a bit of experience would be enough to get a job. At GE/Durham, candidates are rated in 11 areas. "Only one of those involves technical competence or experience," says Keith McKee, 27, a tech-3 on Team Raven. "You have to be above the bar in all 11 of the areas: helping skills, team skills, communication skills, diversity, flexibility, coaching ability, work ethic, and so forth. Even if just one thing out of the 11 knocks you down, you don't come to work here."
To see how candidates cooperate, they are interviewed in groups and given group tasks. Each team includes technicians who have been trained as "assessors," and they do the interviewing. Both the team and the plant manager have to agree -- to "consense" -- on the hiring of a new team member. "We ask, for instance, 'If there were something in your past that you could change, what would it be?' " says Derrick McCoy. "If you say, 'Well, I wish I could play "Stairway to Heaven" on the guitar,' well, I'm not sure you're going to get hired. You are on a team, a group, and you have to voice your opinion, but you also have to know when to hold back your opinion -- when to offer an idea, and when to consent to an idea. You've got to be able to give a little and to take a little. You've got to be able to listen. You've got to be able to change. That process is how we get the best people to work here."
Tom Mitchell, 29, a program-improvement leader, is listening to McCoy. "It's a fit issue," Mitchell offers. "We wouldn't hire Donald Trump here. But that doesn't mean he isn't good at what he does." Keith McKee knows firsthand how stringent the screening is. One of the people who applied for a job at the same time he did, in April 1995, was a GE technician who had built CF6 engines at another facility. "I thought he was a shoo-in," says McKee. "But he didn't get the job."
The Durham plant is not a setting that tolerates muttering, resentment, or unresolved disputes. "When I got here," says Derrick McCoy, "I was skeptical. I hadn't been on a team yet. What happens if someone is not performing? If you've got an issue -- a problem with someone's work ethic, for instance -- you've got to bring it up. Like, why is the day shift not getting its work done? Maybe the computer is down, or the parts are not in. Either way, we have to discuss it. Recently, Keith [McKee] was expecting me to get further along on building the BEA-92 (that's the system of cooling tubes near the fan hub) than I did. And I said to Keith, 'Well, I'm working with a guy who has been here only eight months.'
"They expected me to get to a certain point," McCoy adds, "but when you put someone with the new guy, you can't expect that person to get as far as he would if you put him with an experienced guy. As the materials-council rep, Keith did the right thing by confronting me. And I did the right thing by confronting him back -- by explaining. It was friendly."
GE/Durham's continuous-feedback culture -- "We call this the feedback capital of the world," says Paula Sims -- means that while in one sense it's true that no one here has a boss, the opposite is also true: "I have 15 bosses," says Keith McKee. "All of my teammates are my bosses." No one is exempt. "Not long after I started here," says Sims, "an employee came to me and said, 'Paula, you realize that you don't need to follow up with us to make sure we're doing what we agreed to do. If we say we'll do something, we'll do it. You don't need to micromanage us.' I sat back and thought, 'Wow. That's so simple. I'm sending the message that I don't trust people, because I always follow up.' I took that to heart. This was a technician, and I had been at the plant less than 30 days. I appreciated that he felt comfortable enough to tell me this. And I thought, 'This really is a different place.'"
The ABCs Of Decisions
When it all comes together, GE/Durham can accomplish things that are almost unheard of -- even in the world of sophisticated manufacturing. Early this year, for example, GE offered the Durham facility the chance to start building another kind of engine: the CFM56, for which demand is rising. The CFM56 is one of the most widely used commercial engines in the world. GE says that 40% of all passenger planes carrying more than 100 passengers use CFM56s -- including the most common commercial jet, the 737. GE/Durham had never built the CFM56, but getting a new engine line, and more work, is good for morale in the plant, for expanding skills, and for job security. "Also, it reinforced the job we were doing," says Paula Sims. The question was simple: "How do we do that engine, which we've never done before, and do it fast? We were going to do it with just one new team -- and with no new hires."
After interviewing some tech-3s, Sims picked the first two members of the CFM56 team, along with a tech-support person. Those three people posted the rest of the jobs for the team, and then started interviewing and building a group. GE's Evendale, Ohio facility -- where the bulk of CFMs get built and where GE Aircraft Engines (the parent division of GE/Durham) is headquartered -- sent engineers to Durham to help design the line and to provide details on how the engine would be put together.
Meanwhile, Sims went to GE/Durham's hr council and asked, "What's the best way to support this new team?" The hr council -- with representatives from every team at the plant -- came up with a rotation plan that involved lending one member of each team to the new CFM56 team, as well as maintaining a list of volunteers who were willing to work overtime on the weekends. Pit-crew time, in other words: Everyone over the wall with a wrench. In the end, GE/Durham got off to what Sims politely calls "a very aggressive" start. "We announced that we would do this work," she says, "and nine weeks later, we shipped our first engine."
Two months later, Sims's boss sat in his office in Evendale, just outside Cincinnati, and offered a slightly different perspective on GE/Durham's performance. "They have been producing the CFM engine for eight weeks," said Bob McEwan, 46, general manager of Evendale assembly operations. "In Evendale, we have been producing it for years and years. And in Durham, they are already producing it for 12% to 13% less cost than we are here."
In the case of the new engine, Paula Sims did one thing that was potentially controversial: She made a decision. She made the decision to take on the work -- without consulting people in the plant, or reaching consensus, or forming a council to consider the options. "That was a no-brainer," says Sims. But not quite.
"I made that decision," she says, "and we call it an 'A decision.' It was a unilateral decision. I don't make very many of those, and when I do make one, everyone at the plant knows it." When she says she doesn't make that many A decisions -- the kind that managers of her rank at other workplaces probably make several times a week, dozens of times a year -- she isn't kidding. "I make maybe 10 or 12 of those a year." Sims has spent several hours over three days explaining the way that GE/Durham does its work and what her role is. It is a measure of how acclimated people at GE/Durham have become to their unusual environment that it has taken this long for any of them to mention one of the fundamental rules of the place.
At GE/Durham, every decision is either an A decision, or a B decision, or a C decision. An A decision is one that the plant manager makes herself, without consulting anyone. B decisions are also made by the plant manager, but with input from the people affected. C decisions -- which make up the most common type -- are made by consensus, by the people directly involved, with plenty of discussion. With C decisions, the view of the plant manager doesn't necessarily carry more weight than the views of those affected.
That decision-making taxonomy perfectly captures one of the most nagging questions about a place like GE/Durham: What is the role of a plant manager in a place that manages itself? If the plant needs a manager like Sims to make just 10 decisions a year, what does she do with the bulk of her time?
She does the kinds of things that most managers talk about a lot but that they actually spend very little time on. At the operational level, her job is to keep everyone's attention focused on the goals of the plant: Make perfect engines, quickly, cheaply, safely. "The marketplace for jet engines is very, very competitive," says Sims. "They sell for less this year than last year, and that has been true for the past five years in a row. To sustain our business, we have to reduce our costs every year. The nice thing is that here, instead of one person saying, 'Mush harder,' everyone has 15 people looking at them -- 15 peers to whom they are accountable."
Strategically, the plant manager's job is to make sure that the plant as a whole is making smart decisions about talent, about time, and about opportunities for growth. Says Sims: "Each team, or group of teams, may be optimizing itself, but what's the right way to optimize the plant? If we've optimized each engine program, how do I free up resources for growth and for process improvement?"
Because there are no financial incentives for technicians to improve either their productivity or the quality of their work (Sims says simply, "They [financial incentives] are not part of the culture at GE Aircraft Engines"), job security is something that people at the plant think about a lot. So it's the plant manager's job to make GE/Durham the assembly facility of choice -- the place where senior GE executives, and GE customers, turn first whenever they need a new jet engine built. "Then, as new work becomes available, we have the potential to bid on it internally -- and to get it," says Sims. That approach should help cushion GE/Durham during an economic downturn, when senior management will want to make engines at the most efficient plant available. The plant manager, in other words, has to manage up -- to make sure that her bosses understand how well the plant does its work.
Sims would be easy to underestimate. She's a small woman, and she's watchful. She doesn't need to be the first person to express an opinion. She has braces on her teeth and wears wire-rim glasses, and her bearing is no different from that of anyone else at the plant. Although she has two engineering degrees, along with an MBA from UNC's Kenan-Flagler Business School, she has the approachable air of a junior-high soccer coach. Every day, she wears the same outfit (blue slacks, gray pullover) that everyone else wears. "The idea of being 'The Boss' -- having a big office or whatever -- doesn't turn me on," says Sims. "It never really has. I've had a nice, big office, and I felt uncomfortable -- removed from what was going on. But I know I'm the boss here. It comes out in funny ways. I hadn't been here long before I started hearing the phrase, 'Paula says . . .' After awhile, it became a joke."
During her tenure at the plant, Sims was almost never at rest over the course of a day. Any person wearing a gray GE/Durham pullover had a potential claim on her attention. "I had never worked in this kind of environment before," she says. "The workforce is highly skilled and highly motivated -- and highly demanding as well. It is demanding of information, time, resources, results. I consider that a good thing -- because a lot of managers I've talked to are lulled to sleep by the layers of insulation around them. But with 170 people reporting to you, you really have to balance face time with getting your work done."
The job, says Sims, "has been the most challenging four years of my life -- and also the most rewarding. To do it well requires a different level of listening skills. Significantly different." In a place with no layer of middle managers to muffle the noise from below, a manager like Sims is exposed to the daily twang of worry, conflict, and tension that filters through a plant that produces roughly 400 high-performance jet engines a year. "More and more of what I do involves listening to people, to teams, to councils, to ideas, trying to find common themes."
The goals for GE/Durham this year that didn't have to do with productivity or quality included things like reviewing compensation; working to make more satisfying the jobs of the people who maintain each teams' workstations and parts kits; and revising how technical skills are assessed for purposes of promotion. All three of those were areas of dissatisfaction that Sims heard about during 1998. "The beauty of this job is that there are very few limits that you'd associate with its structure or its responsibilities. The difficulty is that there is a lot of stress. I'm always wondering, 'What do I do next? How can I simplify things and make everybody's job easier?' "
Training and information are key to making the plant manager's job manageable -- not for her, but for the rest of the plant. "I hadn't been here more than six months," says Sims, "when there were some big budget challenges. We wanted to reduce costs at this facility by $1.2 million. And we wanted a plan to do it in a few days. I'd been through this kind of thing many times in many different places, but I'd never been through it here before."
Sims quickly and quietly developed her own plan and sent it to her boss. "At the time,this plant wasn't very cost-conscious. So I formed an expense council to educate people at the facility about why keeping track of expenses is important and how expenses fit into the total scheme of things."
The council moved fast. Although the full "cost education" process took six months, the expense council took less than three weeks to grasp the basics and to develop a plan to trim costs by $1.2 million. "It was a real rudder change - to get the plant to focus on expenses," says Sims. "That was the year when everyone decided that I was a cheapskate. But in a place like this, you have to trust people to a degree that you never would have before.
"When I had a new plan, I called my boss back and said, 'Take that first plan I sent you and throw it in the trash. We've got a new plan, a better plan.' And I explained the process that we'd gone through. This job requires realizing that the rest of GE doesn't work the way we work. You can't say to GE, 'Let me get a council together, and we'll get back to you in a couple of weeks.' But the plan we came up with in that case was better than what I had come up with on my own. My boss chuckled and said, 'I guess you're learning the process down there.'"
Working To Get Better
The snazziest thing about GE's Durham facility is the look of the jet engines themselves. Hanging from an overhead hoist, a CF6 engine has the allure of a big toy. You can't help wondering where the "on" switch is. The nose cone in front has a white spiral on it that looks very familiar: Riding on an airplane, you've twisted your head around, looked out the window, and seen the black nose cone with its white hieroglyph. (The white design functions as a safety mechanism, revealing to the ground crew whether or not the engine is spinning.) The sides of the engine look like a schematic diagram of vessels, cables, and pipes. All of the parts and textures beckon the touch - yet the care required to build these engines makes it seem like even touching them in the wrong place could cause disaster.
At GE/Durham, the jets are not just the main stage show - they are the only act. And the stage set is nothing special. The building is a former steam-generator plant, with corrugated metal walls and concrete floors that are 18 inches thick. Each of the two main assembly buildings has 3.5 acres of floor space. Building 1 is open 6 stories high; Building 2 is open 11 stories high. They are cavernous enough to have their own weather. The pinkish mercury-vapor lighting gives the factory floor an odd, underwater feel.
There is no well-equipped gym. There are no offices - corner, nice, or otherwise. There are no windows. There are no well-stocked break rooms, Ping-Pong tables, or video games to provide relief from stress. The cafeteria is a small room where a couple of sweet ladies prepare food that's reminiscent of the kind you would get in an elementary-school lunchroom. The service is outsourced, the meals are cheap, and the food is served in Styrofoam containers. There are no stock options for technicians. The only way to get a promotion is to do the studying and training necessary to score well enough on an exam to become a tech-2 or a tech-3.
And yet, the external turnover rate at GE/Durham is less than 5% per year. (The plant loses between 10% and 15% of its staff each year to other GE facilities.) At a place where the morale is high and the performance is extraordinary, something is going on that is often overlooked in an economy obsessed with fringe benefits, gratuitous flattery, and today's closing stock price. At GE/Durham, the work itself is the thing.
The techs at GE/Durham have challenging jobs that matter, they have a degree of control over their work that is almost unprecedented, they adhere to demanding performance standards, they receive the training and support that they need to do the best work they can - and, as a result, they do just that. There is something so extraordinary about this place that you wish you could walk through it with Karl Marx and Max Weber - just to hear them explain how its revolutionary culture squares with their theories about the dehumanization of work in modern society.
How good is GE/Durham? Since Paula Sims arrived in 1995, when the plant was two years old, GE/Durham has reduced the number of defects per engine delivered to Boeing by 75%. The defect rate used to be about one defect per engine (and remember, such defects are mostly cosmetic). Today, defects occur at the rate of one for every fourth engine. And GE/Durham considers even that rate to be too high. The plant still holds a weekly conference call with boeing to discuss defects on the latest delivery - as well as techniques for eliminating future defects.
The plant has not missed a delivery date on the CF6 engine in 38 straight months. Or, to put it another way, GE/Durham has consecutively delivered more than 500 CF6 engines on schedule. (The GE90, a brand new engine, doesn't have such a fine record. The GE90 teams are only on their fifth straight month of on-time deliveries.) The cost of producing jet engines dropped by 10% or more every single year of Paula Sims's tenure at GE/Durham. Today, manufacturing a GE90 costs less than half of what it did in 1995. Given that the GE90 is a never-before-made engine, initial savings were to be expected; still, the degree of savings was remarkably high. What is even more revealing, GE/Durham has reduced the cost of producing the CF6 - an engine in production for two decades - by 30% since 1995. "We are very close to producing twice the output of CF6s from this plant with the same number of employees as when I came here," says Sims.
Although comparisons between GE plants are difficult - no two plants do exactly the same kind of work, with exactly the same kind of overhead to support it - Bob McEwan, who has authority over GE/Durham, says simply, "They are the best in the GE Aricraft Engines division."
The most interesting measure may be one that the people as GE/Durham talk about themselves. They don't really think that their main job is to make jet engines. They think that their main job is to make jet engines better.
Now, for instance, when the GE90 is in final assembly, the huge engine sits in a scaffold that consists of two-story-high yellow metal platforms. The platforms form a kind of pier, giving easy access to the flanks and top of an engine that is as big around as a passenger liner. "They used to go up on ladders to work on those engines," says Sims. "The GE90 team said, 'Could we build some platforms?' I said, 'That's a great idea.' Once we decided on a design, it took a month to build the first one, and now we have two. Not having to climb up and down the ladder, or to move it each time you need to reach something new, has reduced the assembly time of the engine by eight hours."
GE/Durham's culture of constant improvement offers a completely different way of looking at work. "Here in Evendale," says Bob McEwan, "we have method engineers and process engineers, and you give them a job, and they hem and haw for a year, and then they come up with something. Then you have to get the techs on the floor to buy it. It's all very structed, and it takes a while to get done. Every once in a while, you get a 'Wow!'
"Now, down in Durham, you don't hear about process improvement. They are constantly swinging away at it. Every time I go down there, I'm amazed. They have their washers all sorted into holders, like poker chips sorted into trays. You can easily get the washer you want. It's things like that. They don't ask anybody - they just go and do it. Down there, you get more going in a week's time than you can here in a year."
McEwan's office is in the basement of the Evendale factory, a sprawling facility that was used to make bombers during the Second World War. Today, the giant facility employs about 8,000 people. Directly above McEwan's office is a shop floor where GE technicians assemble jet engines.
"I think what they've discovered in Durham is the value of the human being," says McEwan. He points to the ceiling.
"Upstairs, you've got wrench turners. In Durham, you've got people who think."